늻���Ϳ�ޏ�ĥ�p���g
���£�2017-7-27 16:40:29 �c����
- �aƷƷ�� ������
- �aƷ��̖ KN60
- �aƷ����
...
�aƷ��B
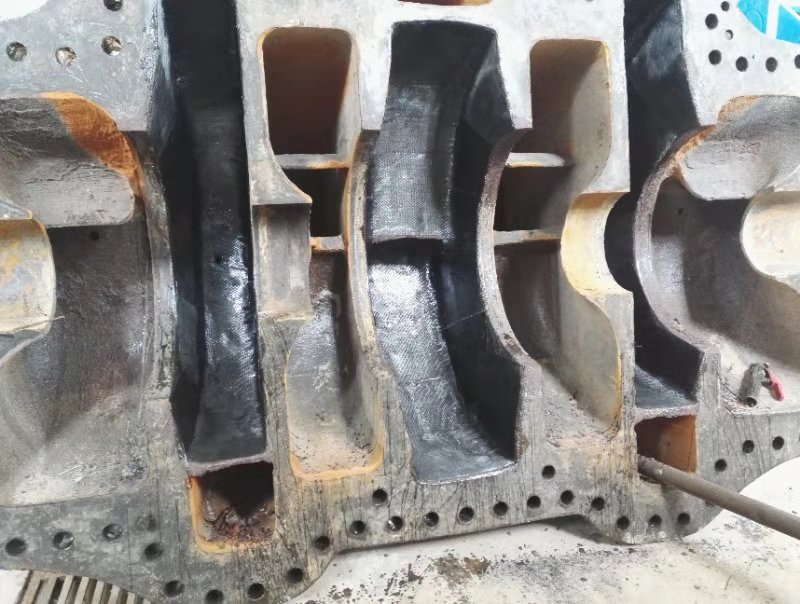
��Ϳ�r���ͽz�C��3����،��ɸ����ٽz��ǰݔ�͡��ɸ����ٽz�M�댧����4���Ժ������Č����������r������������ڃɌ�����քe�c�Դ����ؓ�O���B���ھ���һ���λ��ăɸ����ٽz����|��·������a���ğ��������̎�Ľ��ٽz�ۻ����a��늻���늻��Mһ���ۻ����ٽz��

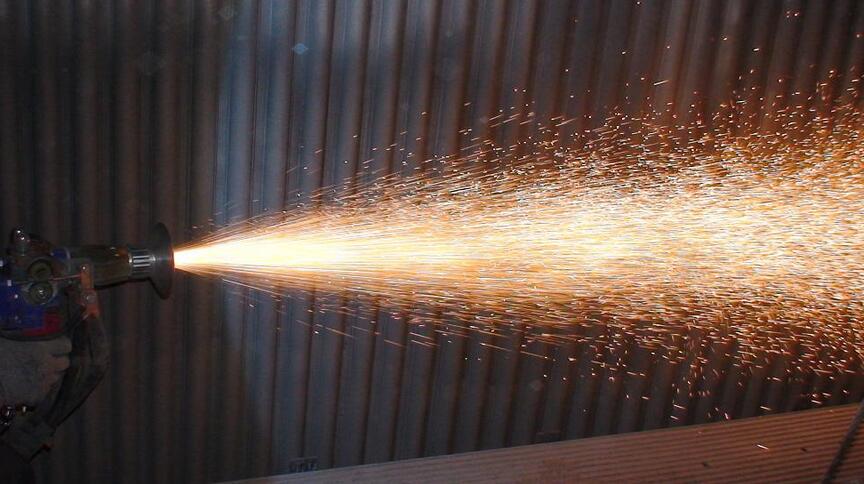
�D��1��늻���Ϳ����ԭ��
�ۻ��Ľ��ٽz���Ŀ՚⇊��5������0.5��0.6MPa�ĉ��s�՚ⴵ����������140��300m/s���ٶ�ײ�����臊Ϳ����������ϡ��@�ӣ������Խ����w���Ը��ٶ�ײ��׃�β������ڴֲڵ���������ϣ�����u���γɸ��w�ӡ����ٽz�������ǰݔ�ͣ�ͬ�r����ر��ۻ����ۻ��Ľ����ֲ���ش������棬�Ķ����C�ˇ�Ϳ�^�̵��B�m�M�С�

�D��2������늻���Ϳ��Ϳ����Ϳ���A���o
늻���Ϳ�^���������Ă�ѭ�h�A�νM�ɣ�
�ك�늘O���|��䓽z�ļ�˶�·���ۻ���
���ۻ��Ľ��ٽz�����s�՚ⴵ�࣬���ͻȻ�Д࣬�����Ը�늄ݲ��a��늻���
��늻��ۻ��Ľ��ٱ���ɢ�ɞ�С�w����
��늻��Дࡣ
�˺�늼��ٴν��|��·���؏�ǰһѭ�h��ÿѭ�h�ĕr�g�̣�ͨ��ֻ��ǧ��֮���롣
����aƷ